

Запуск в производство автоматической линии производства мясных консервов
В декабре 2020 года был заключен договор на изготовление оборудования для производства мясных консервов.
Состав оборудования для производства мясных консервов
1. Подъемник тары BESTEQ-TLA-3000 1 шт. (Предназначен для подъема на необходимую высоту и передачи на следующую технологическую операцию (ошпаривание) пустой металлической тары (как жестяной, так и алюминиевой)).
2. Комплекс перемещения тары BESTEQ-PCM-9000 1 шт. (Предназначен для перемещения металлической консервной тары от подъемника TLA-3000 к ошпарочной машине DSCGR-100).
3. Устройство ошпарки BESTEQ-DSCGR-100 1 шт. (Предназначено для стерилизации острым паром пустой тары цилиндрической формы. Банка в данном устройстве катиться).
4. Устройство переворота банки 1 шт. (Необходимо для переворота банки на донышко после устройства ошпарки, в котором банка катилась на боку).
5. Транспортер BESTEQ-TМ-10000 1 шт. (Предназначен для перемещения нескольких рядов консервной тары (первый ряд пустая тара, второй ряд наполненная), например при ручной фасовке сложных продуктов в консервную тару).
6. Стол технологический BESTEQ-TT-900 10 шт. (Необходим для установки весов и проверки веса после наполнения мясного полуфабраката операторами в банку (при наполнении сложных (не поддающихся расфасовке на дозаторе) продуктов операторами цеха руками)).
7. Машина закаточная для металлических банок Ж7-УМЖ-6 1 шт. (Необходима для закатывания жестяной консервной банки жестяной крышкой).
8. Транспортер BESTEQ-TP-3500 1 шт. (Предназначен для перемещения тары от одной технологической операции к другой).
9. Маркиратор каплеструйный с опциями 1 шт. (Принтер предназначен для нанесения информации на банку. Опции необходимы для его корректной работы).
10. Транспортер BESTEQ-TP-1200 2 шт. (Предназначены для перемещения тары от одной технологической операции к другой).
11. Машина мойки BESTEQ-WMC-3000 1 шт. (Предназначена для мойки горячей водой (с моющим раствором) и ополаскивания холодной водой укупоренной консервной тары).
12. Загрузчик корзин BESTEQ-LLAB-1200 1 шт. (Предназначен для механизированной загрузки автоклавных корзин консервной тарой послойно. Служит для облегчения процесса загрузки консервной тары в корзины автоклава).
13. Разгрузчик корзин BESTEQ-LUAB-1200 1 шт. (Предназначен для механизированной выгрузки консервной тары из автоклавных корзин на отводящий транспортер. Служит для облегчения процесса выгрузки консервной тары из корзины автоклава).
14. Транспортер BESTEQ-TP-2000 1 шт. (Предназначены для перемещения тары от одной технологической операции к другой).
15. Машина мойки BESTEQ-WMBC-4000 1 шт. (Машина мойки предназначена для мойки, ополаскивания и обдува закрытой консервной тары после автоклавирования с целью удаления с поверхности тары остатков продукта).
16. Устройство переворота банки 2 шт. (Необходимо для переворота банки перед этикетировочной машиной).
17. Машина этикетировочная ОБ-КЭТ-С2, режим работы магазина этикеток - автоматический 1 шт. (Предназначена для нанесения круговой бумажной этикетки на цилиндрическую поверхность чистой и сухой металлической консервной тары цилиндрической формы).
18. Стол накопительный BESTEQ-ART-1000 1 шт. (Необходим для буферизации (накопления) проэтикетированной тары. В дальнейшем с данного стола операторы цеха «снимают» банки и укладывают их в оборотную тару или гофрокороба).
В данном проекте отсутствуют автоклавы, так как они имеются в наличие у клиента, а так же участок подготовки сырья, он так же в наличие у клиента.
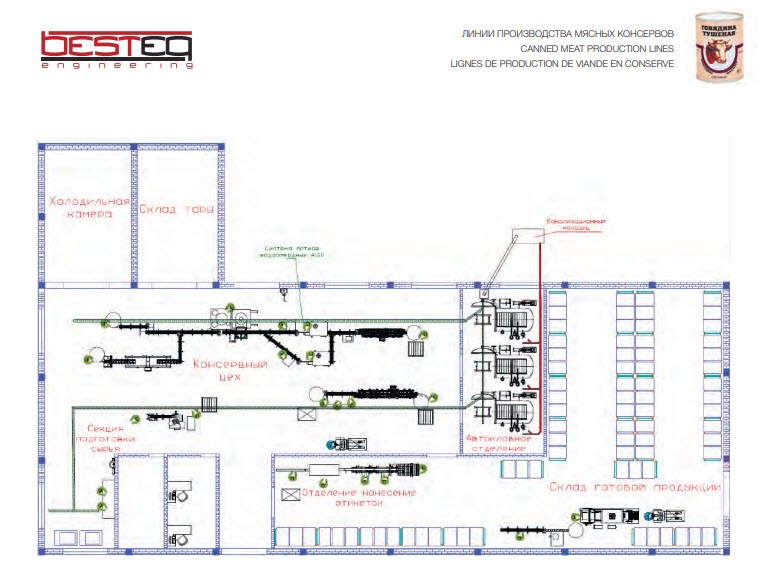
Процесс производства консервов в металлической банке:
После того как будет подготовлено мясо пустая тара (в тарном цехе) выкладывается оператором в лоток подъемника, с которого тара перемещается в сам подъемник, а после поднимается на требуемую высоту и перемещается с помощью специальных направляющих (за счет собственного веса) в производственный цех и попадает в гравитационную (универсальную) машину ошпарки. В этой машине производится обеззараживание внутренней поверхности банки путём воздействия направленного потока пара, температурой 110-115ºС. После завершения обеззараживания, банка попадает на широкий фасовочный транспортер. Процесс наполнения тары продуктом будет осуществляться операторами цеха, которые сначала возьмут пустую ошпаренную ранее банку, наполнят ее необходимым продуктом, взвесят, отдозируют и поставят обратно на вторую часть транспортера. После чего тара отправится на этап закатывания. Банка закатывается и поступает по транспортеру в моечную машину, которая производит обработку банки химическим моющим раствором, а потом ополаскивает её проточной водой, удаляя с её поверхности различные загрязнения, которые могут попасть на банку в процессе наполнения и закатывания. Из моечной машины банки поступают на систему, способствующую автоматизации по укладке тары в корзину автоклава. А перед процессом мойки происходит маркирование информации на крышке каплеструйным маркиратором, который наносит информацию на банку несмываемой краской. После чего наполненная автоклавная корзина передается в автоклав. Затем собирается вторая корзина автоклава и так же отправляется в автоклав. В автоклаве происходит процесс стерилизации консервов. Процесс стерилизации консервов длится 80-120 минут (зависит от технологии и продукта) и производится в 3 этапа: нагревание - 20-25 минут, стерилизация - 40-60 минут, охлаждение - 20-35 минут. (зависит от продукта и технологической карты). По окончанию стерилизации корзины извлекаются из автоклава и отправляются на разгрузку. С помощью системы выгрузки тара из автоклавной корзины поступает в универсальную машину, где банки проходят сначала очередной цикл мойки химраствором и ополаскивания и далее стадию обдува, которую обеспечивает мощный вентилятор (воздуходувка). Практически сухие банки сразу с машины мойки попадают на этикетировочную машину, на которой наноситься бумажная круговая этикетка. После чего банки попадают на поворотный накопительный стол. Далее банки укладываются операторами вручную в короба или в оборотную тару и отправляют продукцию на склад «отстоя».
На этом процесс производства консервов заканчивается, начинается уборка цеха и подготовка к цеха к следующей смене.
Немного о технических параметрах линии:
- производительность: до 6000 банок в час (при установке необходимого количества автоклавов);
- используемая тара: алюминиевая банка №8, 353 см3;
- оборудование выполнено из пищевой нержавеющей стали;
- готовый продукт: мясные консервы (тушенка, каша с мясом, курица с костью);
- сырье: сырое (свинина, мясо цыпленка);
- маркирование: выдавливание информации на крышке или краской каплеструйным маркератором;
- этикетка: бумажная на клее;
- групповая упаковка: укладка в картонные короба.
Требуемые ресурсы (без учета потреблений автоклавов):
Вода: ~0,4 м3/час;
Электричество: ~45 кВт;
Пар: ~70-170 кг/час;
Сжатый воздух: ~40 Нл/мин.
На данном этапе оборудование находиться в изготовлении.
После изготовления оно будет отгружено на предприятие заказчика, установлено и смонтировано силами Заказчиками и в дальнейшем запущено нашими специалистами с проведением инструктажа персонала, установкой, шеф-монтажными и пуско-наладочными работами, соединением оборудования для плавного перехода банки от одной единицы оборудования к другой, тестированием и вводом Оборудования в эксплуатацию.
Готовы принять от Вас техническое задание, после чего разработать и изготовить Вам необходимое оборудование. Опыт работы в консервном направлении более 12 лет.
Для решения Вашей производственной задачи Вам необходимо обратиться к нам в Компанию и получить у экспертов консультацию. Наш бесплатный номер для связи - 8 (800) 500-20-99.